PC可塑料管細木工板的透光比率為75%-90%,還有非常好的的抗沖擊性耐磨性、強度、韌勁,是建筑結構原材料中十分行業應用領域的陽關板,還可拍攝中型大燈殼、探照大燈殼、隔爆燈,小轎車、無人機的窗窗戶玻璃等。抽出PC細木工板以選則K值56上面的PC可塑料管配料為宜,導致制作品擠壓成型十分很容易,抗裂開水平強。
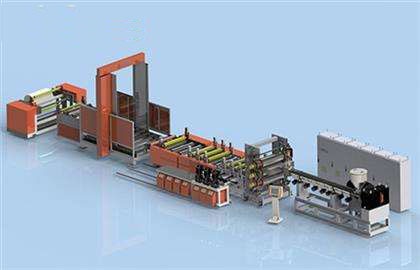
PC泡沫塑料家具板材生產的加工過程: PC塑膠生態板材在安全在使用前都要確定晾干,晾干后會安全在使用,或倒出密封玻璃容器中短暫間包存,并較好在100℃上面的保冷,熔融擠出來機喂料機應進行保冷晾干喂料機,室溫應保護在100℃上面的,喂料機內的料不可以少于了30min的容量。在熔融擠出來生態板材生產方式中最易用的是機械泵晾干和放熱床晾干。機械泵晾干室溫為100-120℃,料層寬度不少于了25mm,晾干周期段8-12分鐘。 擠壓PC塑膠護墻板護墻板的擠壓機一半為單螺旋軸擠壓機,螺旋軸為漸變背景型,L/D為20,壓縮的比是2-2.5。擠壓機的濕度的管理:1區220-230℃;六區230-240℃;3區240-250℃;4區250-270℃。皮卡車發動機的濕度的管理:左一240-250℃;左二230-240℃;中220-230℃;右二230-240℃;右一240-250℃。三輥壓光機的濕度的管理:上輥120-135℃;中輥130-140℃;下輥140-150℃。


 WeChat
WeChat